

In high-uptime industrial HVAC and textile manufacturing, the standard AC induction motor is a legacy liability. While external Variable Frequency Drives (VFDs) once represented the pinnacle of control, they carry a hidden cost: harmonic noise, significant line losses, and an efficiency cliff that drops the moment a fan slows.
Electronically commutated (EC) motors have fundamentally changed this equation. By moving the brain from a distant control panel directly into the motor housing, these units do not merely follow orders; they think.
The Death of the External VFD
Traditional variable speed control relies on a game of whispers. A central controller sends a signal down metres of shielded cable to a motor. By the time that signal arrives, electrical interference and resistance have often degraded its precision. This “VFD Tax” manifests as heat and wasted kilowatts.
The EC motor operates on a different plane. It integrates the rectifier, the inverter, and the microprocessor into a single, compact unit. This proximity eliminates cable-related losses and allows the motor to manage power with a level of granularity that legacy AC systems cannot match. This shift aligns with the Physics of EC Motors established in our core technical guides.
The Physics of Autonomy: The 4-Step Logic Loop
To understand how an EC motor self-regulates, one must examine the internal closed-loop feedback system. This Integrated Motion Intelligence allows the motor to maintain precise RPM regardless of external pressure changes or filter clogs.
1. Sensing via the Hall Effect
Inside the motor, Hall-effect sensors monitor the exact position and velocity of the permanent-magnet rotor. Unlike AC induction motors, which suffer from “slip” (the lag between the magnetic field and the rotor), EC motors know precisely where the rotor is at every microsecond.
2. The Microprocessor Decision Engine
This positional data feeds into an onboard microprocessor. The “brain” compares the actual rotor speed against the target setpoint from your Building Management System (BMS). Whether you use a 0-10V analogue signal or a digital Modbus RTU protocol, the processor makes the calculation locally.
3. Pulse Width Modulation (PWM) Execution
It is where self-regulation occurs. Instead of a dimmer switch approach, the controller uses Pulse Width Modulation. It pulses power to the stator windings 20,000 times per second. By varying the width of these pulses, the motor consumes only the exact amount of energy required to hit the speed target.
4. Real-Time Correction
If a textile plant’s airflow resistance increases due to lint buildup, the Hall sensors detect a microscopic drop in RPM. The microprocessor immediately widens the PWM pulses to compensate. The motor corrects its own performance without human intervention or central controller lag, a feature essential for managing high airflow variability in textile plants.
The Flat Efficiency Curve: Winning the ROI War
For a facility founder, the most compelling argument for EC technology is the Flat Efficiency Curve.
Standard induction motors are designed to be efficient at 100% speed. However, most industrial fans spend 80% of their lives at partial loads. When an AC motor slows down, its efficiency plummets because the energy required to create the magnetic field remains constant.
IMAGE 1: COMPARISON GRAPH
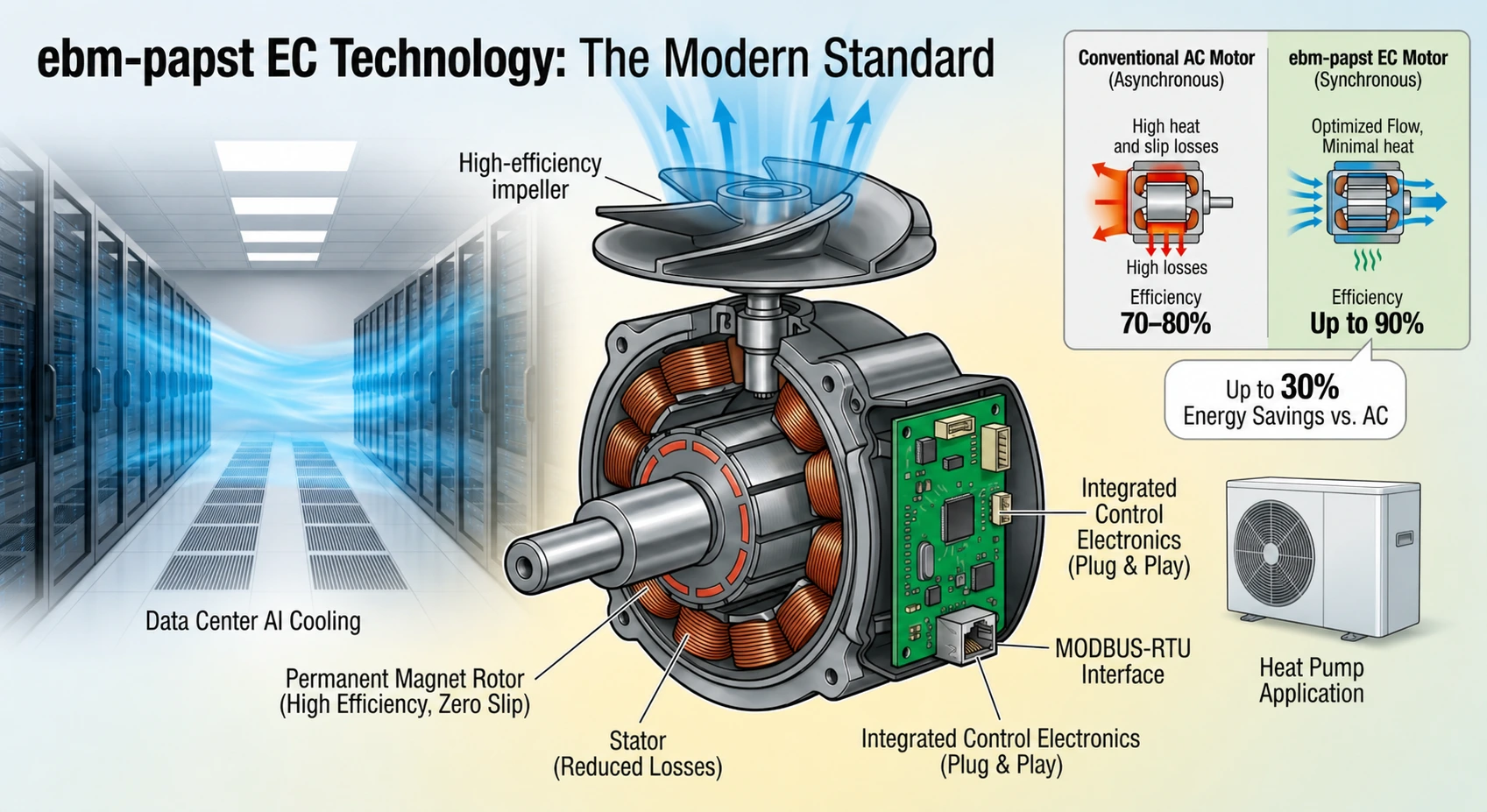
EC motors use permanent magnets. Since the magnetic field is free, the motor maintains IE5 Ultra-Premium efficiency even at 20% or 30% speeds. This technical distinction often reduces total facility energy consumption by 35% or more, as verified by U.S. Department of Energy performance standards.
Solving the Harmonic Ghost
In data centres and hospitals, electrical noise (known as Total Harmonic Distortion (THD)) wreaks havoc on sensitive equipment. External VFDs are notorious for generating THD.
Because the EC motor manages power conversion internally and within inches of the windings, it incorporates active filtering at the source. This contained environment prevents “electrical noise” from bleeding back into the building’s power grid.
IMAGE 2: TECHNICAL COMPARISON CHART
For better understanding, please check the table below:
| Feature | Integrated EC Motor | AC Motor + External VFD |
| Speed Control | Integrated (Hall Effect/PWM) | External (Frequency Scaling) |
| Efficiency at 40% Speed | >85% (IE5) | <60% (IE2/IE3) |
| Harmonic Distortion | Low (Active Internal Filtering) | High (Requires External Filters) |
| Cabling Needs | Standard Power + Control | Expensive Shielded VFD Cables |
| BMS Integration | Direct Modbus/0-10V | Requires VFD Programming |
2026 Compliance and Digital Audits
We have entered an era of Radical Transparency. Under frameworks like the UK CMA Green Claims Code, estimated”\ energy savings are no longer legally defensible.
EC motors are natively digital. Through Modbus integration, these motors act as their own energy meters. They report real-time power draw, winding temperature, and precise RPM directly to your Building Management System (BMS).
It isn’t just a motor; it is a compliance asset. It provides the unalterable, timestamped data required to substantiate GOTS 8.0 textile audits or industrial carbon reduction targets. In a sales context, this eliminates the need for expensive third-party energy audits—the motor proves its own ROI every second it runs.
Frequently Asked Questions
No. EC motors regulate speed without a VFD by using an integrated electronic controller. This “brain” uses Hall sensors and PWM logic to adjust power delivery locally, cutting installation costs and energy waste by 30-50%.
AC motors lose significant efficiency at part load. EC motors maintain a flat efficiency curve because their permanent-magnet rotors require no energy to magnetise, ensuring IE5-level performance even at low speeds.
By integrating the drive directly into the motor, the distance power travels is minimised. It enables active internal filtering to stop Total Harmonic Distortion (THD) at the source, protecting sensitive facility electronics.
Yes. EC motors support both analogue control (0-10V signals) and digital protocols like Modbus RTU. It allows for real-time monitoring of energy use and motor health directly through your Building Management System.
Most industrial facilities see a full return on investment within 12 to 24 months. These savings result from lower kWh consumption, reduced maintenance (due to the brushless design), and the elimination of external VFD hardware.