

Textile mills demand exact climate control. The industrial ventilation system acts as a core production tool, not a luxury. Dry air snaps warp threads on fast looms. Broken yarn halts production instantly. Labourers must splice these tiny threads by hand. This manual work costs money and destroys daily yield targets. Plants in hubs like Tirupur and Surat face aggressive monsoon weather. These outside weather shocks ruin indoor humidity.
Old air-handling units fail to maintain this fragile balance. They rely on outdated mechanical designs. They cannot react to sudden shifts in the factory ventilation system. Upgrading to direct-drive electronically commutated (EC) fans solves this crisis.
1. Factory Ventilation System Upgrades for Weaving Sheds
Production loads change constantly on a textile floor. A morning shift might run heavy denim on every single loom. The shedding, picking, and carding processes generate intense mechanical friction. The motors produce massive heat. The air handling unit must push huge volumes of chilled, moist air to protect the fabric. An evening shift might run lighter synthetic blends on half the machines. The airflow requirement drops sharply.
Standard AC fans ignore these production realities. They run at a fixed speed. Engineers block ducts in your factory ventilation system with metal dampers. Duct blockages waste power as the motor fights a metal wall.
A restricted AC fan converts electrical energy into heat rather than moving air. Adding external variable-frequency drives (VFDs) to old AC motors can cause secondary problems. Slowing down a standard AC motor reduces its internal cooling. The motor overheats and burns out its bearings. The factory pays peak electrical rates for a fraction of the necessary air.
2. The Enemy in the Air: Airborne Fly and Lint
The physical factory environment actively destroys mechanical equipment. Carding machines and ring spinning frames continuously eject microscopic fibres. Engineers call this debris airborne fly. This combustible cotton dust clogs standard setups. It specifically targets the weakest link in legacy air handlers: the belt drive.
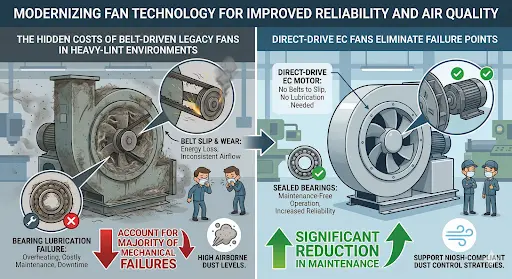
Airborne lint coats the rubber drive belts in a slippery residue. The dust ruins the physical friction on the metal pulleys. The belts begin to slip under the heavy torque of the motor. You can hear this failure as a high-pitched squeal echoing through the mechanical room. A slipping belt causes the fan impeller to spin far too slowly. The static pressure drops. The factory floor starves for moist air. Yarn begins to snap on the looms.
Meanwhile, the motor continues to draw peak electrical amperage from the grid. The facility pays for full power but receives partial airflow. Maintenance crews must shut down the system to replace these shredded belts weekly. This constant labour adds massive hidden costs to the balance sheet. Belt friction also generates fine rubber dust. This rubber dust mixes with the cotton fly to clog secondary filters, spiking ΔP (pressure drop).
3. The EC Fan Solution: Direct-Drive Precision
Direct-drive electronically commutated (EC) fans permanently solve this mechanical crisis. These modern units discard belts entirely. Engineers mount the backwards-curved impeller straight onto the brushless motor hub. Lint finds no rubber drive to ruin. Airborne fly passes through the wide blade channels without sticking. This direct physical connection provides total immunity to belt slip.
Aadtech EC fans utilise permanent magnets and built-in microprocessors. They achieve IE5 ultra-premium efficiency standards per ISO 12759 efficiency grade. More importantly, they integrate smart speed control directly into the motor housing. The fans connect to the existing building management system via simple wiring. They read the humidity and temperature sensors in the room in real time.
The motor adjusts its spin rate instantly based on this live data. It ramps up during hot afternoons to clear machine heat. It slows down automatically during cool night shifts. It maintains its premium electrical efficiency at all speeds. The motor never overheats at low speeds because it does not rely on external drives.
4. The Financial and Operational Return
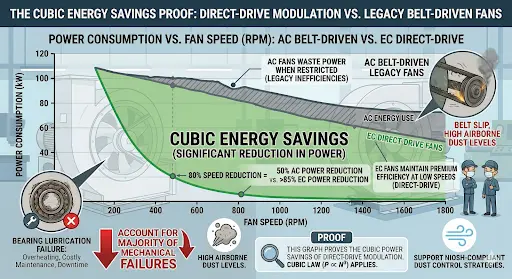
The financial return on these direct-drive units relies on the fundamental physics of air movement. The cube law of fluid dynamics governs fan energy consumption. Dropping the motor speed by just 20% slashes power consumption by 50%. Textile plants operate at partial loads for most of the year due to shift changes and fabric variations. These electrical savings accumulate rapidly.
Furthermore, high-quality EC fans include active power factor correction. Large banks of legacy AC motors pollute the factory electrical grid with harmonic distortion. This dirty power damages sensitive loom electronics. EC fans draw clean, smooth power. They protect the factory grid.
Most facilities recover their initial capital investment within 12-24 months (per ASHRAE field studies). The plant stops buying replacement belts. The maintenance team stops shutting down the air handlers for repairs. The looms run continuously without humidity-induced yarn breaks.
5. Executive Summary
Stop paying peak electrical rates for partial production loads. Legacy belt-driven fans force mills to waste power and endure constant mechanical breakdowns. Airborne cotton dust destroys rubber belts. Direct-drive EC fans eliminate these exact vulnerabilities. They discard the belts and match fan speed directly to real-time mill conditions. Stable room moisture protects your yarn stock and prevents loom stops. Upgrade your industrial ventilation system to decouple energy bills from peak loom loads.
6. Frequently Asked Questions
Cotton fly coats belts, causing friction loss and belt-slip that starves the floor of air
Direct-drive motors match loom speeds instantly while maintaining IE5 ultra-premium efficiency
Yes; stable airflow maintains fiber flexibility, preventing snaps during high-speed weaving.
Yes; removing belts eliminates the #1 cause of mechanical failure in dusty weaving sheds.