

In Indian pharmaceutical manufacturing, thermal precision is a regulatory mandate, not a suggestion. While standard HVAC systems manage human comfort against harsh outside climates, process cooling serves as the thermal anchor for molecular stability. When a single 1°C deviation (especially during a peak Indian summer) can trigger protein denaturation or ruin crystal size distribution (CSD) in a multi-crore batch, the cooling tower ceases to be a basic utility. It becomes a critical insurance policy.
The Precision Gap: Process vs Comfort Cooling
Distinguishing between facility HVAC and process-critical cooling is vital for operational resilience. Comfort cooling operates within wide tolerances, but pharmaceutical unit operations require surgical heat rejection to protect product efficacy.
- Thermal Runaway Prevention: API synthesis involves aggressive exothermic reactions. Cooling towers act as the primary heat sink, neutralising the heat of reaction to maintain the validated Design Space defined in FDA Quality by Design (QbD) frameworks.
- Crystallisation Integrity: Controlled cooling curves dictate the purity of the final solid. Inconsistent heat rejection during precipitation results in amorphous failures, rendering the product unprocessable.
Real-World Use Cases in the Pharma Lifecycle
1. Fermentation & Bioreactors (The High-Stakes Environment)
Living cultures are hyper-sensitive to thermal shifts. Cooling towers regulate bioreactor temperatures to ensure optimal microbial growth.
- Real-World Example: The financial impact of a process cooling failure scales rapidly. In one documented industrial case study, a catastrophic cooling tower failure forced a major processing facility to immediately reduce downstream throughput by 20% to 40% to compensate for the lost cooling capacity. The economic impact of this single cooling failure was estimated at a staggering $5,000,000 per day in lost production, a loss scale that mirrors the impact of a major cooling‑tower outage in a large‑scale API or vaccine facility, underscoring why pharma‑grade cooling towers are non‑negotiable.
2. Reactor Jacket Cooling
During chemical bonding, reactors generate massive latent heat. Cooling towers circulate water through internal coils or jackets to absorb this energy in real time. If the tower fails to maintain the setpoint, the reaction kinetics shift, leading to impurity profiles that fail chromatography tests.
3. Lyophilisation (Freeze-Drying)
Vaccines and biologics require moisture removal at sub-zero temperatures. Cooling towers reject the heat generated by the massive refrigeration compressors required for this process. A cooling failure here doesn’t just stop the machine; it thaws the product, leading to total batch spoilage.
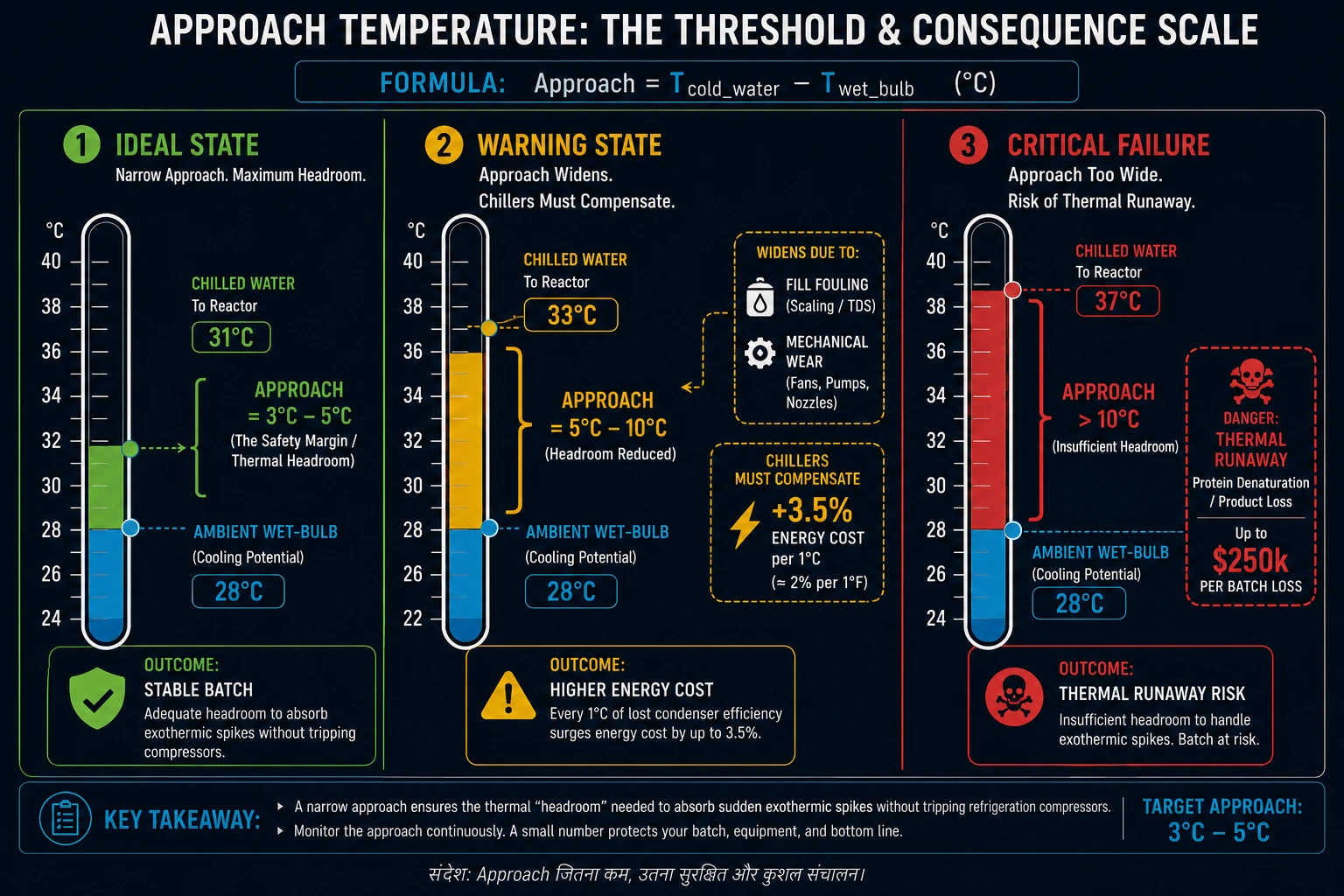
Mastering the Approach: The Engineer’s Safety Margin
The Approach Temperature (the difference between the cold water output and the ambient wet-bulb temperature) is the most significant indicator of system health.
Source: Aadtech Engineering & Design
For high-intensity pharma cooling, a tight approach of 3°C to 5°C is non-negotiable. As this gap widens due to fill fouling or mechanical wear, your chillers must compensate for it. Industry benchmarks published by Lawrence Berkeley National Laboratory show that this surges energy expenditure by up to 3.5% for every 1°C (roughly 2% per 1°F) of lost condenser efficiency. A narrow approach ensures the thermal headroom necessary to absorb sudden exothermic spikes without tripping refrigeration compressors.
Engineering for Reality: The AadTech Advantage
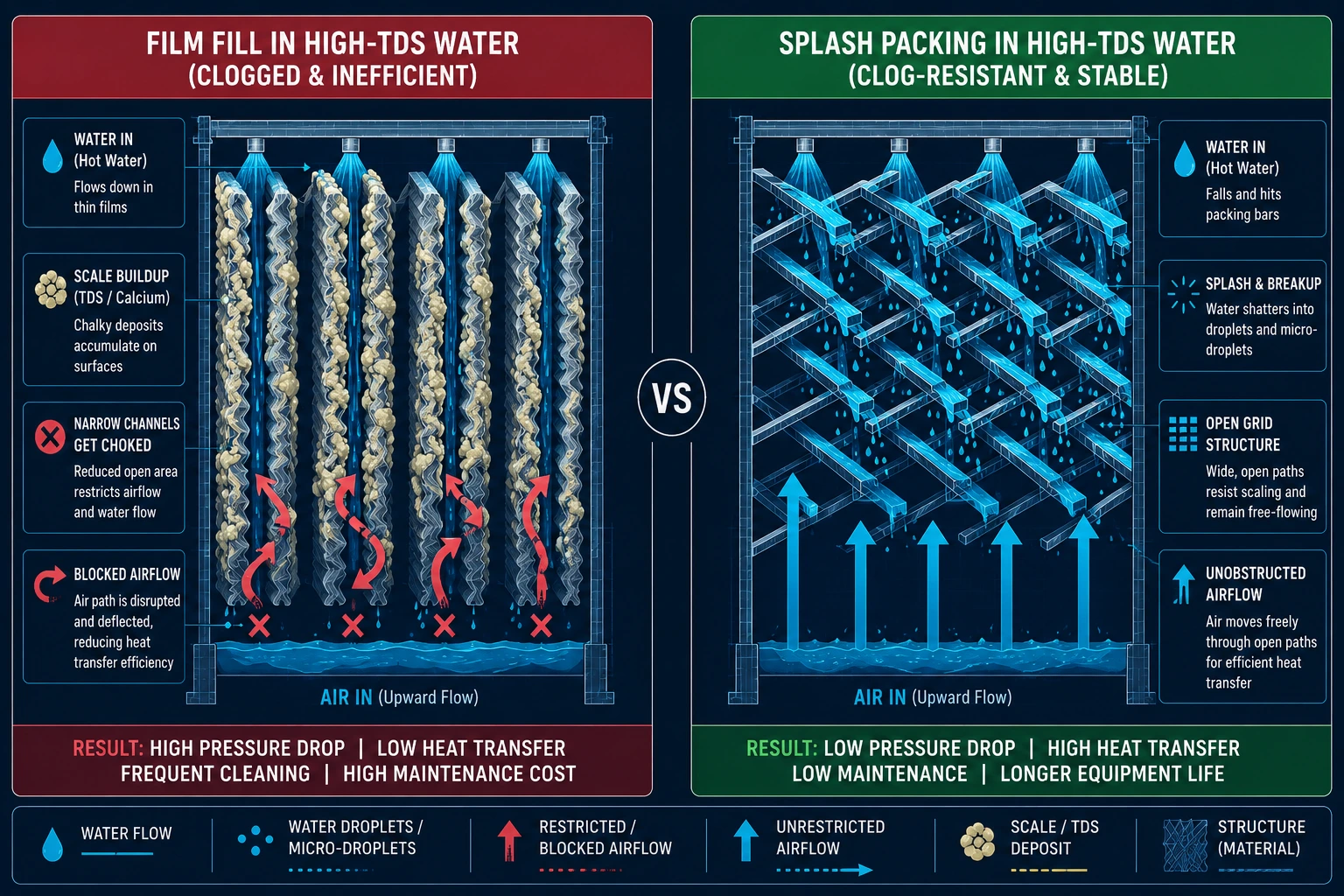
Theoretical efficiency often breaks down in the face of common problems like scaling and corrosion. In many Indian industrial zones, hard water chokes high-efficiency film fills within months, tanking performance.
Splash Packing stays clear by breaking water into droplets over a rugged grid. It is virtually immune to scaling. For a plant manager, this means predictable, stable cooling that maintains its thermal setpoint through a multi-day production cycle, significantly reducing maintenance and troubleshooting costs.
Explore: High Static Pressure Fans for Cooling Towers: EC vs Traditional, Avoid Specification Pitfalls
Comparison: Selection Framework for Pharma Plants
| Selection Factor | Requirement | Recommended Solution |
| Water Quality | High TDS / Hard Water | Splash Packing (clog-resistant) |
| Contamination Risk | Sterile Lab Proximity | Closed-Circuit System |
| Regulatory Priority | Legionella / Drift Control | Antimicrobial Fills + 0.001% Drift Eliminators |
| Operational Load | Variable (Batch-based) | VFD-Enabled Fans / EC Motors |
| Durability | Corrosive Chemical Zones | FRP or 316L Stainless Steel |
Pros & Cons: Splash Packing vs Film Fill
Source: Aadtech Engineering & Design
- Film Fill:
- Pros: High theoretical efficiency in clean, lab-grade water; smaller physical footprint.
- Cons: Catastrophic scaling in high-TDS zones typical of industrial belts; requires frequent, costly chemical cleaning.
- Splash Packing:
- Pros: Virtually immune to scaling; consistent thermal performance year-round; lower long-term maintenance costs.
- Cons: Requires a slightly larger tower footprint to achieve the same heat load.
ROI: The Financial Case for High-Spec Cooling
Investing in specialised pharmaceutical cooling isn’t just a maintenance cost; it’s a strategy for protecting the bottom line.
- Risk Mitigation: Preventing a single batch loss in a 1000L reactor pays for a complete tower overhaul multiple times over.
- Energy Savings: Upgrading your system by optimising cooling tower efficiency with EC fans allows cooling to scale with the batch cycle. During lower-intensity phases, energy consumption drops by up to 50%.
- Audit Readiness: Using antimicrobial materials and Grade 316L Stainless Steel reduces the frequency of emergency disinfections, keeping the facility compliant with ASHRAE Standard 188.
Is your cooling margin shrinking?
A widening approach temperature is a silent batch killer. Don’t wait for a high-temperature alarm to realise your fills are fouled, or your motors are failing.
Frequently Asked Questions
Cooling towers provide precise thermal regulation for exothermic reactions and crystallisation. They act as a heat sink, ensuring batch stability and preventing the denaturation of sensitive biological compounds during production cycles.
Even a 1°C deviation can ruin a batch. Cooling towers maintain the required thermal setpoints for reactors and bioreactors, ensuring consistent chemical purity and crystal size distribution across every production run.
A tight approach of 3°C to 5°C is ideal. This narrow margin provides the necessary thermal headroom to absorb heat spikes from chemical reactions without overworking the facility’s primary chillers.
Yes. By using antimicrobial fills and high-efficiency drift eliminators, cooling towers mitigate Legionella risks and airborne contamination, helping facilities meet stringent health and safety standards required for GMP audits.
In high-TDS (hard water) regions, standard film fills clog with scale. Splash packing breaks water into droplets, preventing mineral buildup and maintaining consistent cooling efficiency even with poor source water quality.
Grade 316L Stainless Steel and Fibreglass (FRP) are preferred for their corrosion resistance. Antimicrobial polypropylene fills are also mandatory for units located near cleanroom air intakes to prevent bio-contamination.
Electronically Commutated (EC) fans adjust their speed to match real-time heat loads. The feature reduces energy consumption by up to 50% during low-load periods, such as overnight fermentation or idle reactor cycles.
Cooling towers reject the massive heat generated by the refrigeration compressors used in freeze-drying (lyophilisation). Cooling towers ensure the sub‑zero temperatures required for vaccine and biologic stability remain constant throughout the cycle.