

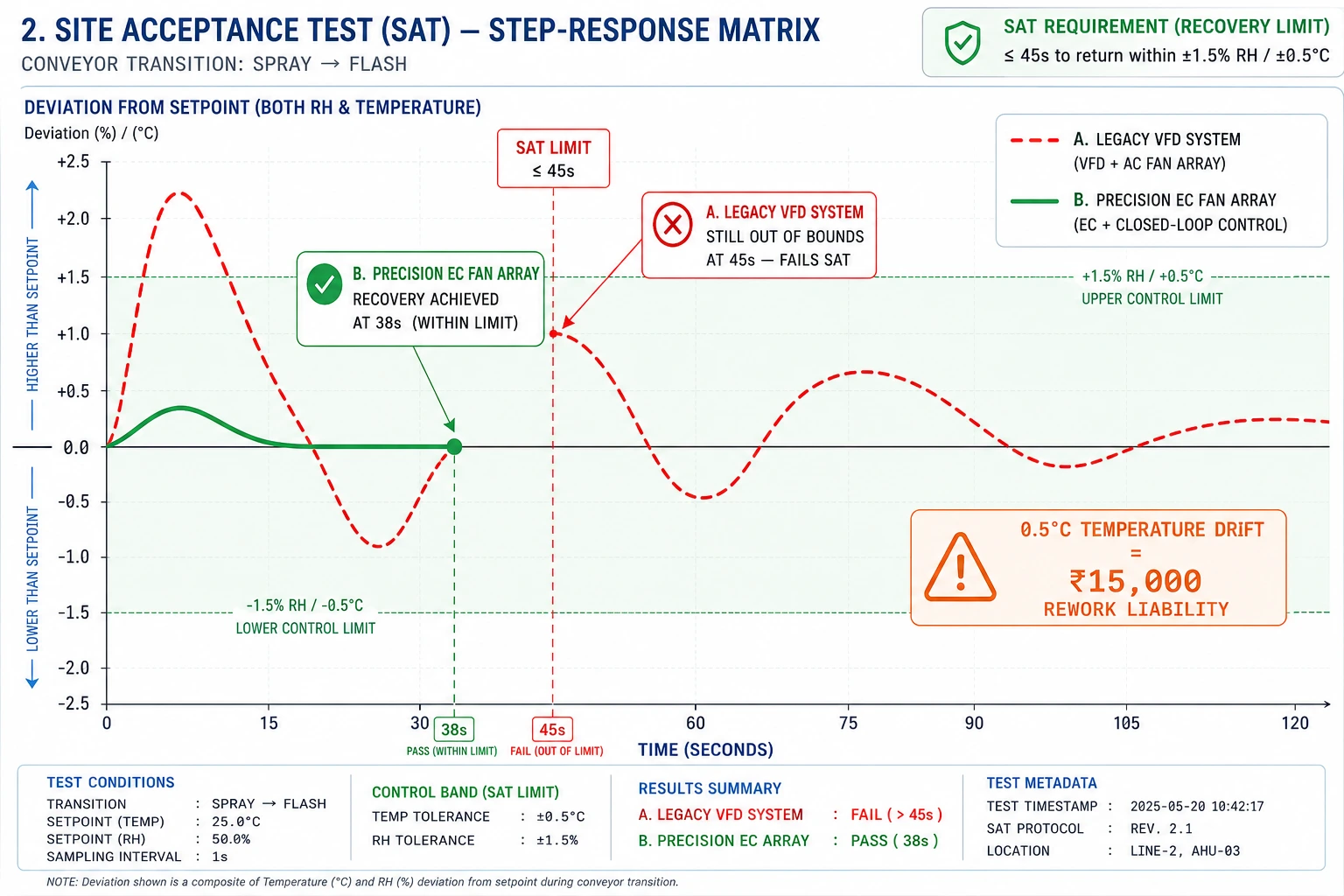
A 0.5°C temperature drift isn’t a simple sensor fault. It triggers a rework liability of ₹10,000 to ₹25,000 per vehicle.
- Pilot (400 vehicles/day): VFD sequencing → 18% fan kW reduction (metered).
- Filter-dP triggers: 12% reduction in filter media spend (procurement records).
- Performance clause enforcement: ₹52 Lakh annual OPEX recovery (anonymised Tier-1 plant).
Here is the exact breakdown of that liability so your engineering team can reproduce the math:
| Metric | Assumption / Value |
| Line speed | 60 JPH (jobs per hour) |
| Daily throughput | 60 JPH × 16 h (2-shift equivalent) — adjust to your shift profile |
| Labour cost per rework | ₹2,500 |
| Materials cost per rework | ₹7,500 |
| Opportunity cost | ₹5,000–₹15,000 (lost throughput, scheduling, administration) |
| Total rework liability | ₹10,000–₹25,000 per vehicle |
Note: Assumptions are editable in the downloadable CSV — update JPH, labour, materials, and opportunity cost to map your plant.
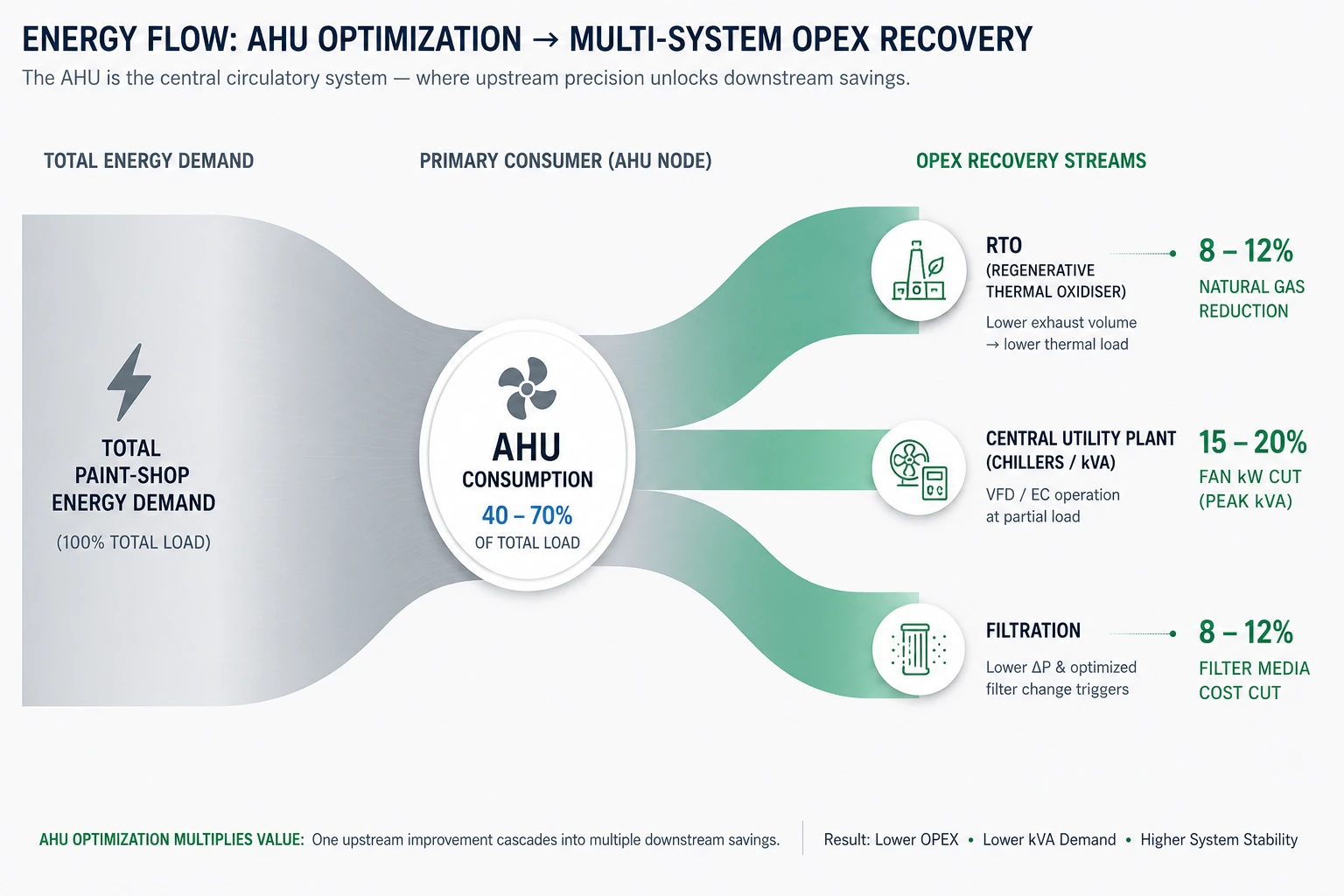
Air Handling Units (AHUs) dictate your profit margins. They account for 40% to 70% of paint-shop HVAC energy (site dependent; aligned with automotive manufacturing energy baselines established by ENERGY STAR and the U.S. EPA). With grid prices near ₹11 per kWh, peak demand charges quickly eat up your operating budget.
Custom industrial paint booth AHUs deliver immediate, measurable returns. Here is the engineering and procurement playbook for your next upgrade.
The Physics of Profit: A Worked Example
Waterborne paint demands perfect climate conditions. If relative humidity (RH) shifts, atomisation fails. You get solvent popping or orange peel.
Here is the exact financial impact of tightening AHU controls, entirely independent of utility energy savings:
| Metric | Assumption / Value |
| Daily Throughput | 400 vehicles per day |
| Engineering Action | Tighten AHU RH control band from ±3% to ±1.5% |
| Quality Impact | 4% reduction in dirt/solvent pop defect rate |
| Reworks Avoided | 16 vehicles per day |
| Cost per Rework | ₹15,000 (Conservative baseline estimate) |
| Total Daily Savings | ₹2,40,000 saved per day (₹72 Lakhs/month) |
The Ghost Load Liability
Most plants suffer from ghost loads. Fans pull 90% of their power during shift changes because legacy Variable Frequency Drive (VFD) logic ignores the actual conveyor speed. Vendors tune these legacy systems for brute-force stability, running heaters and chillers simultaneously to hold a setpoint.
Specify better hardware using testable requirements.
Use this specification: “Vendor shall provide fan control architecture (EC fan arrays or VFDs) proven to meet partial-load efficiency at 25% and 50% loads. Specify IE3 minimum motor class; IE4 where supply permits. Include a warranty on partial-load performance and a documented maintenance schedule.”
Aligning your procurement with ISO 50001 standards (which validate partial-load efficiency and energy performance monitoring) helps reduce operational expenditure.
Don’t let vendors grade their own homework.
Copy and paste our exact technical clauses into your next RFP to enforce energy guarantees.
The Procurement Weapon: Paste-Ready Clauses
Contract for validated process stability. Insert these explicit, testable measurement protocols into your RFPs or Purchase Orders to shorten procurement cycles and protect your CAPEX.
1. Factory Acceptance Test (FAT) — Laminarity
- Protocol: Measure supply velocity at 25 grid points across the filter ceiling using a calibrated hot-wire anemometer and hygrometer (±2%). Record 60-second mean values per point.
- Pass criteria: Coefficient of Variation (CV) across the plane < 5%.
- Remediation: If the FAT fails, the vendor shall complete corrective works and re-test within 14 calendar days at vendor cost.
2. Site Acceptance Test (SAT) — Step-Response Matrix
- Protocol: With production interface active, record ΔT and RH at 1-second resolution for 5 complete mode transitions.
- Pass criteria (max recovery times): Spray→Flash ≤ 45s; Flash→Bake ≤ 90s; Post-Bake recovery ≤ 5min.
- Remediation: If SAT fails, vendor to remediate and re-test within 14 calendar days at vendor cost; final acceptance deferred until SAT pass.
3. 90-Day Performance & SEC Clause (PO Insert)
- Clause: “Vendor guarantees Specific Energy Consumption (SEC) ≤ [Target SEC value — e.g., 25 kWh/vehicle] for 90 days following commissioning. The plant will record kW/kVA, ΔT, and RH at 1-minute intervals and retain all logged data; the plant retains ownership of this data and may provide it to an independent auditor. If the measured SEC exceeds the guaranteed value by more than 5% over the 90 days, the vendor shall, at their sole cost, remediate the system to meet the guaranteed SEC within 30 calendar days. Final payment of 20% of the contract price shall be withheld until the plant validates a consecutive 14-day period meeting the guaranteed SEC.”
(Structured in accordance with the International Performance Measurement and Verification Protocol (IPMVP) for partial-load energy guarantees).
The System Cascade
The AHU anchors your plant’s energy ecosystem. Precision here cascades into measurable downstream savings.
| AHU Action | Impacted System | Expected Savings Band |
| Precision Exhaust Control | RTO Duty (Gas Consumption) | 8–12% Gas Reduction (site dependent) |
| VFD Partial-Load Logic | Central Utility / kVA Peak | 15–20% Fan kW Cut (site dependent) |
| Filter-dP Triggers | Filtration Maintenance | 8–12% Filter Cost Cut (site dependent) |
Note: RTO gas reductions directly assist plants in maintaining continuous compliance under CPCB combustion temperature guidelines.
Take Action: Stop Subsidising Poor HVAC Design
Establish your baseline before contacting a vendor.
Provide Name, Email, Plant Name, Plant Region, and optionally upload 48-hour log data. We return a baseline CSV + 48-hour report mapping expected OPEX recovery.
Frequently Asked Questions
A: Use your baseline 30-day SEC (kWh/vehicle) and set a conservative 10–15% improvement target for the PO (or a site-specific target calculated from the downloadable ROI CSV). Require vendor validation on the baseline and permit a single documented baseline re-measurement during commissioning.
A: They optimise air recirculation, prevent peak demand utility penalties with modern speed controls, and lower rework rates through precise temperature and humidity control.
A: Tight AHU control (±1.5% RH) prevents solvent popping and orange peel defects. It eliminates costly manual sanding and re-clearcoating, directly increasing first-pass yield.
A: Specify IE3 minimum motor class; IE4 where supply permits. These technologies ensure high partial-load efficiency and reduce long-term mechanical maintenance.
A: Precise airflow prevents over-exhausting. By reducing the total exhaust volume sent to Regenerative Thermal Oxidisers (RTOs), the abatement system burns 8-12% less natural gas (site dependent) to maintain optimal combustion temperatures.
A: Dynamic recipe control automatically adjusts AHU parameters based on the active production phase (spray, flash, or bake). It reduces airflow during gaps or shift changes, drastically cutting energy waste.
References & Authoritative Baselines
- U.S. Environmental Protection Agency (EPA) & ENERGY STAR.
- LBNL / EPA Automotive Assembly guideline
- Efficiency Valuation Organisation (EVO). International Performance Measurement and Verification Protocol (IPMVP).
- International Organisation for Standardisation (ISO). ISO 50001: Energy Management Systems.
- U.S. EPA Air Knowledge / Air Pollution Training Institute.
- Central Pollution Control Board (CPCB), Government of India.